
 : +86 15874211461
: +86 15874211461

The relentless pursuit of higher precision, superior surface finishes, and longer tool life in manufacturing is driving a technological revolution centered on superabrasive materials and the machines that wield them. At the forefront are Diamond and Cubic Boron Nitride (CBN) grinding wheels, whose unparalleled hardness is being harnessed by increasingly sophisticated internal, external, and centerless grinding machines. This synergy is not merely an incremental improvement but a fundamental shift, enabling the machining of next-generation materials for aerospace, automotive, and medical industries with unprecedented efficiency and accuracy.
The Unmatched Edge: Diamond and CBN Superabrasives
Unlike conventional aluminum oxide or silicon carbide abrasives, superabrasives offer a monumental leap in performance. Diamond wheels, the hardest material known, are indispensable for grinding non-ferrous metals, ceramics, glass, and composite material. CBN, second only to diamond in hardness, excels on hard and tough ferrous alloys like tool steels, nickel-based superalloys, and hardened cast iron, where it maintains its cutting edges far longer than conventional abrasives.
"The strategic engineering of grit properties like aspect ratio and concentration in CBN wheels can reduce grinding zone heat by 20-30%, directly combating thermal damage in precision components like crankshafts."
The performance of these wheels is dictated by a precise combination of grit characteristics, bond type (vitrified, resin, or metal), and wheel structure. For instance, blockier CBN grits offer longer tool life, while more elongated grits act as free-cutting agents, reducing grinding forces and heat generation. This level of material science allows for the creation of application-specific wheels that deliver consistent, high-quality results from the first cut to the last.

The Precision Platforms: Internal, External, and Centerless Grinding
Superabrasive wheels achieve their full potential only when mounted on equally precise grinding machines, each designed for specific geometric challenges.
Internal Grinding Machines are engineered to finish the interior surfaces of components like bearing races or cylinder liners. The core challenge here is the small diameter of the grinding wheel, which limits its stiffness and surface speed. Successful internal grinding with CBN wheels demands exceptional machine rigidity, high spindle speeds, and often, advanced cooling strategies to manage heat in the confined space.
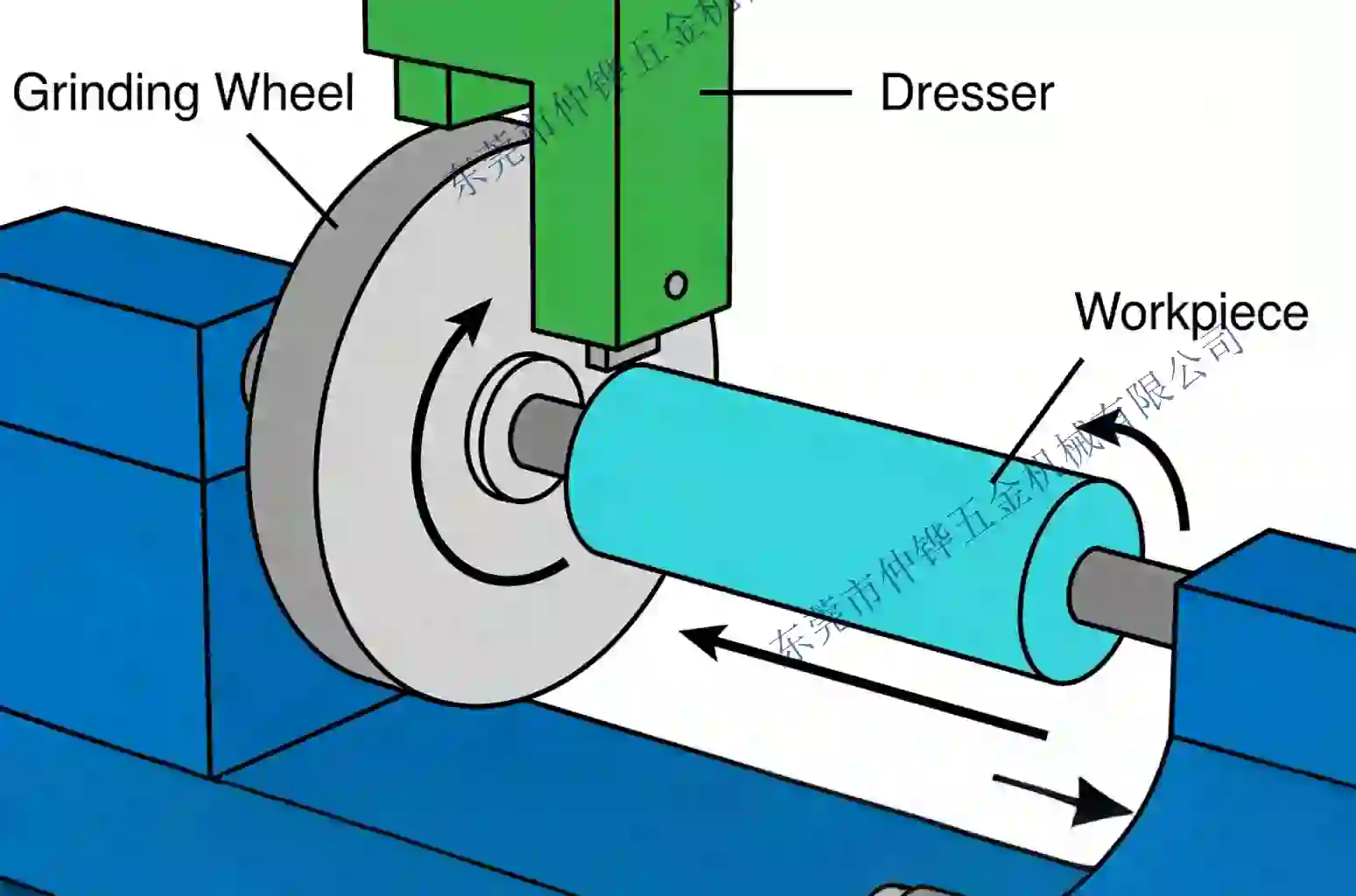
External (Cylindrical) Grinding Machines are used for achieving exceptional roundness, finish, and dimensional accuracy on external diameters and complex profiles. A critical technical focus is the grinding wheel system itself, which includes balancing, dressing, and spindle integrity. Imbalance can cause harmful vibrations and degrade workpiece quality, making in-process balancing systems a key advancement. Furthermore, the interplay between wheel speed, workpiece feed, and dressing parameters must be meticulously controlled to optimize the performance of expensive CBN or diamond wheels.
Centerless Grinding represents a unique and highly productive method that supports a workpiece between the grinding wheel, a regulating wheel, and a work rest blade (centerless grinding blade), without using centers or chucks. This setup is exceptionally effective for high-volume production of long, slender parts or components without center holes. The stability and precision of the entire process are highly sensitive to the setup parameters—the geometry and alignment of the grinding wheel, regulating wheel, and blade must be optimal to prevent issues like chatter, spiraling, or poor roundness. For superabrasive wheels in centerless grinding, this precise setup is crucial to maximizing their long life and consistent output.
Driving Forces: Sustainability and Intelligent Systems
The evolution of precision grinding is increasingly shaped by two powerful trends: the demand for sustainable manufacturing and the integration of intelligent, data-driven systems.
- Sustainable and Dry Grinding: The environmental and health impacts of traditional grinding fluids are a major concern. Research is aggressively pursuing alternatives, such as Minimum Quantity Lubrication (MQL) with advanced nano-lubricants, cryogenic cooling, and even the development of self-lubricating or engineered grinding wheels. A groundbreaking innovation is the Oscillating Heat Pipe (OHP) Grinding Wheel, which embeds heat pipes within the wheel body to actively transfer heat away from the grind zone. This technology has demonstrated the potential to eliminate coolant use while reducing energy consumption by 26-42% and carbon emissions by 45-56%.
- Process Intelligence and Optimization: The future lies in smart, connected systems. In-process sensors can monitor wheel wear, acoustic emissions, and power consumption, allowing for adaptive control of grinding parameters and predictive maintenance. For centerless grinding, AI-driven optimization of setup parameters can virtually eliminate trial-and-error, ensuring process stability and first-pass quality. This data-centric approach turns the grinding cell from a standalone machine into a node in a highly efficient, self-optimizing production network.








