
 : +86 15874211461
: +86 15874211461


In the relentless drive for higher productivity, tighter tolerances, and lower cost-per-part, the cutting tool is under immense pressure. Modern manufacturing demands tools that can withstand extreme temperatures, abrasive workpiece materials, and high-speed operations without succumbing to premature wear. The answer to this challenge lies not just in the tool's geometry or substrate, but in its outermost layer: the advanced coating. Today’s Physical Vapor Deposition (PVD) and Chemical Vapor Deposition (CVD) coatings are sophisticated, multi-layered shields that transform a standard tool into a high-performance asset capable of operating in the most demanding environments.
The Core Functions of a Cutting Tool Coating
A high-quality coating serves several critical, interrelated functions:
- Wear Resistance: The primary role is to act as a hard, sacrificial barrier between the cutting edge and the abrasive workpiece material, significantly slowing down flank and crater wear.
- Heat Management: Coatings must insulate the underlying carbide substrate from the intense heat generated at the cutting zone (often exceeding 1000°C). Many modern coatings also have low thermal conductivity, keeping heat in the chip and away from the tool.
- Friction Reduction: A smooth, low-friction surface minimizes built-up edge (BUE), improves chip flow, reduces cutting forces, and leads to superior surface finishes on the workpiece.
- Chemical Inertness: The coating must be chemically stable and resist diffusion and adhesion with the workpiece material, preventing unwanted chemical reactions that accelerate tool degradation.
PVD vs. CVD: Two Paths to Performance
The two dominant coating technologies, PVD and CVD, achieve these goals through different processes, resulting in distinct properties suited for different applications.
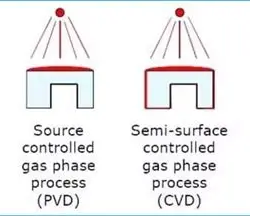
Physical Vapor Deposition (PVD) operates at lower temperatures (typically 200-500°C). In a vacuum chamber, the coating material is vaporized (via arc evaporation or sputtering) and then condenses onto the cooler tool surface. This process produces coatings that are:
- Thinner (2-6 µm) and sharper, preserving fine edge geometries crucial for finishing and micro-machining.
- Extremely hard and dense, offering excellent abrasion resistance.
- Ideal for high-speed steel (HSS) and carbide tools used on hardened steels, stainless steels, titanium, and non-ferrous materials.
Chemical Vapor Deposition (CVD) uses a chemical reaction at much higher temperatures (700-1050°C) to deposit the coating from a gaseous precursor. CVD coatings are characterized by:
- Greater thickness (5-15 µm), providing a deeper reservoir of wear-resistant material for heavy roughing operations.
- Excellent adhesion and uniform coverage, even on complex geometries.
- Superior performance in high-heat, continuous-cutting applications like turning cast iron or high-temperature alloys.
"The choice between PVD and CVD isn't about which is 'better,' but which is more appropriate for the specific machining scenario," notes a materials scientist. "Using a CVD-coated insert for finishing a delicate aerospace component would likely ruin the edge sharpness, while a thin PVD coating might wear through too quickly in a heavy-duty cast iron boring operation."
The Evolution: From Single-Layer to Nano-Engineered Multilayers
The most significant advancements lie in the composition and architecture of these coatings. Early single-layer TiN (Titanium Nitride) coatings have given way to complex, multi-layer and nano-composite structures.
- Multi-Layer Coatings (e.g., TiAlN/AlCrN): Alternating layers of different materials create a "crack-arresting" effect. When a micro-crack forms in one layer, it is stopped at the interface with the next, dramatically increasing toughness and overall life.
- Nano-Composite Coatings (e.g., nc-TiAlN/a-Si3N4): These consist of ultra-hard nanocrystals embedded in an amorphous matrix. This structure provides exceptional hardness, high-temperature stability (up to 1100°C), and low friction, making them perfect for dry or near-dry machining of superalloys and hardened steels.
- Diamond-Like Carbon (DLC) & Nanocrystalline Diamond (NCD): For non-ferrous, highly abrasive, or sticky materials like aluminum-silicon alloys, composites, and graphite, diamond-based coatings offer unparalleled wear resistance and the lowest possible coefficient of friction.
Driving Forces: Sustainability and Intelligent Machining
The push for advanced coatings is fueled by two major industry trends. First, the demand for sustainable manufacturing drives the need for longer tool life, which directly reduces waste and the energy consumption associated with tool changes and production downtime. Second, the rise of intelligent, connected machining systems relies on predictable tool wear. A high-performance, consistent coating provides the stable, gradual wear profile needed for accurate tool life prediction and automated process control.
In conclusion, advanced coatings are no longer a simple add-on; they are an integral, engineered component of the modern cutting tool system. By strategically selecting the right coating technology—be it a sharp PVD nano-multilayer for precision aerospace components or a thick, tough CVD coating for heavy-duty automotive machining—manufacturers can unlock new levels of efficiency, reliability, and profitability.









